Inside Algood: Welding – Fusing Workmanship and Quality
Inside Algood is a behind-the-scenes look at how engineering, manufacturing, and people come together to build the casters you rely on. In this issue, we spotlight our injection moulding.
Welding is often an overlooked facet of a finished manufactured caster because, in many applications, welds are never seen once the caster is bolted into place. Yet these hidden joints are what hold the entire rig together and carry the load day after day.
Welding is the process of joining metal components by applying heat until the base materials melt and fuse. During welding, temperatures can exceed 1,500°C, allowing the metals to bond at a molecular level. As the joint cools, the material solidifies into a single continuous structure, which is why a properly executed weld can be as strong as, or stronger than, the original material.
At Algood, welding is integrated into a broader manufacturing workflow. For rigid casters, the process begins with stamping, where legs and top plates are punched. These components are then welded together before moving on to finishing processes such as heat-treating, plating, painting, or curing. Final assembly or coining follows, ensuring each yoke is ready for use.
On swivel casters, legs are welded to the bottom raceways, forming the assembly’s structural base. Additional welding connects kingpinless heads to top plates and legs, and application-specific welds include attaching caster guards or positional locks.
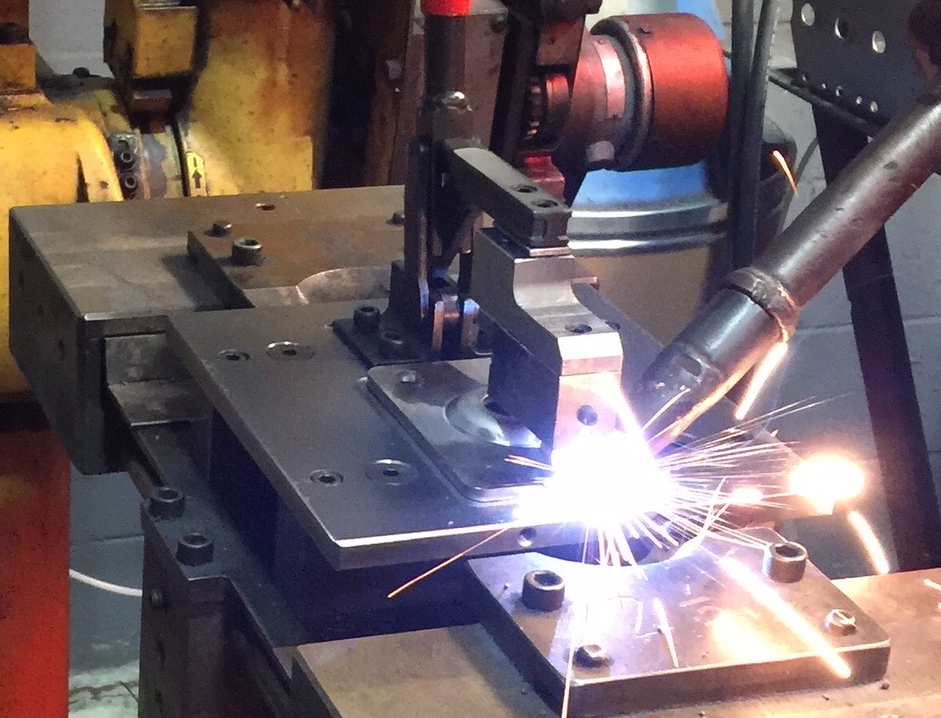
To support both consistency and flexibility, Algood uses a combination of robotic and hand welding. Robotics are used where repeatability and uniformity are critical. Manual welding is reserved for custom or complex assemblies, where experienced welders adjust variables in real time. This includes controlling heat input, travel speed, torch angle, and filler material placement. These adjustments ensure proper weld penetration, minimize distortion, and maintain alignment, especially when working with varying material thicknesses or unique geometries.
Welding techniques are selected based on application requirements. In high-stress areas, double welding is used, meaning multiple welding passes to reinforce the joint and increase load-bearing capacity. Tack welding uses small welds to hold components in position, such as fixing a swivel raceway to effectively convert the caster into a rigid unit. It can also be sufficient for lighter-duty applications where full welds are not required.
An often-overlooked part of the process is post-weld cleanup. During welding, small particles of molten metal known as splatter can adhere to surrounding surfaces. These are removed through wire brushing or chiseling to ensure proper fit, finish, and quality. This step is part of our quality assurance process and contributes to overall product performance.
All welding at Algood is performed in-house, ensuring complete control over quality and consistency. Each weld is evaluated for penetration, uniformity, and its role in the overall structure. The result is casters built with intent, where every joint supports long-term performance and extraordinary quality in real-world applications.